








DIP波峰焊过炉托盘解决方案
一.了解波峰焊托盘主体结构设计
1、 DIP托盘的外形,依据客户的PCB大小尺寸在PCB每边各加25MM左右(可根据实际情况调整)。宽度尺寸最大不能超过客户波峰焊设备轨道宽度要求的尺寸,厚度根据PCB及反面最高贴片元件的总厚度来选择,一般在该厚度的基础上加上1mm再取整。
2、 DIP托盘的轨道边,通常由客户指定,要与客户的波峰焊设备轨道相符合,再根据PCB板的流向来设计为四边轨道或双边轨道,如果是双边轨道要与客户所需要的PCB走向保持一致;托盘四个角倒R3。
3、 DIP托盘四周做挡锡条,挡锡条截面尺寸一般为1010mm,在轨道承托边预留轨道边宽的空间,一般将无轨道边上的挡锡条做成外封条,安装螺孔的中心距取20的整数倍,挡锡条的材料按客户要求(一般用黑FR4)。
4、 DIP托盘的压扣,根据PCB的TOP面元件的位置及PCB的大小来设
定压扣的数量及位置,并根据客户选择压扣的种类(如图所示)。压
扣在装配图上画好之后,要模拟旋转压扣是否会碰到元件上、挡锡条、是否会妨碍PCB板放入治具型腔内等问题。
5、 DIP托般防浮高装置,根据客户的要求对部分插件安装防浮高装置,
通常根据防浮高元件的多少及元件类型来确定防浮高的方法,通常为三种:弹簧压盖、弹片、压扣/定位压盖。
6、 取板位:在左右两侧设计两个取手位,取手位比PCB沉板区域深1.0mm,取手位尺量避开有插件的地方。
二.设计要点
根据不同PCB板及不同的制作工艺,治具一般可制作成三种方式,一种是开通插件、避住贴片元件及通孔的锡膏工艺;一种是采用红胶工艺,不用避住元件,全部开通;还有一种就是红胶锡膏混合工艺,部分可保护且不影响上锡的贴片元件保护,部分贴片元件不保护。
三.托盘行腔设计
1.DIP托盘的沉板区域大小及深度,一般设计为深度比PCB厚度等厚或略小PCB厚度(一般小0.1mm),大小则一般设计成比PCB外形大0.25mm(单边),如下图所示:
2、销钉:为了保护元件不被撞坏,需在沉板区域对角设计两个定位销,销钉在本体上加工,销钉小于孔0.2MM。
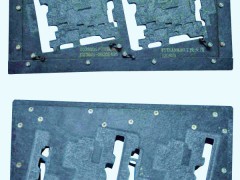
3、DIP托盘避位贴片元件的设计,托盘开孔处Gerber文件和实际PCBA
上托盘开孔边到焊盘的距离>=3mm(在保证托盘的强度的情况下,尽可能加大点,以便上锡),托盘开孔边的壁厚>=1mm(在贴片元件与插件靠得太近的情况下,壁厚不能小于0.7mm),托盘底部最薄处>=1mm(以确保不会伤到元件),如下图所示。由于托盘较厚,开孔处较窄的地方背面斜坡加长,或在开孔处背面附近铣薄,以增加锡水的流动性。托盘避让贴片元器件的开槽面积尽量小,保证托盘的整体较厚实。
4.方便PCB板更好的上锡,通常会在托盘反面增加导锡槽,其导锡槽深度需要满足第二个条件,还可以减少倒角的压力。
四.红胶工艺波峰焊的型腔设计
1. DIP托盘的沉板区域大小及深度,一般设计为深度比PCB厚度等厚或略小PCB厚度,大小则一般设计成比
PCB外形大0.25mm(单边),与锡膏工艺是一样。
2.所有BOT面的元件及TOP的插件全部开通孔,通常是开一个大通孔,若客户有要求保护部分通孔的则要屏蔽住,在开大通孔的同时应考虑托盘的整体强度。
3.反面倒角应尽量大和斜。
五.波峰焊治具的组装
1.托盘毛刺处理完成后,装四周边条时需注意因边条变形而影响托盘变形的情况。如有这种情况发生时,要先校正边条后再装配。
2.压扣的装配方式主要有以下四种:
3.托盘上的各部件联接牢靠且耐高温,转动部件能多次转动而不会出现松动和脱落现象,可加螺纹胶的全部加上螺纹胶。
六.波峰焊托盘倒角
1.倒角刀的选择和倒角深度计算
A. 按照使用的要求,一般选用130度、120度、90度的倒角刀。
B.
这个刀具要下多深才会碰到内框呢?根据几何三角函数可以计算的出深度 x=b+a/tanc/2
但是实际中的刀具不可能是个尖角,所以要相对于倒角边偏移一个距离d,倒角边也还要留一个倒角厚度e ,那x=b+tanc/2+d/tanc/2-e
1. X:倒角实际深度
2. B:板背面至型腔底部的距离
3. A:倒角边至型腔边的距离
4. C:倒角刀角度
5. D:刀具中心偏离倒角边的距离
6. E:倒角预备厚度(一般为0.3)
举例如下:
两个区域离得很近,先要进行打断,再在靠近浅的挖通边距离深的区域一个刀具半径的地方打断,然后计算深度进行倒角,比如用直径15MM130度的倒角刀,那倒角深度为
反面深2的边=(6-2)+1/tan130/2+0.3tan130/2-0.3=4.3mm
反面深3的边=(6-2)+1/tan130/2+0.3/tan130/2-0.3=3.62mm
以上是以刀夹偏移0.3来计算的。
? 备注:
1. 正切tan a=直角三角形的对边与领边之比
2. tan65度=2.14 tan60度=1.73 tan45度=1
2.打断点的计算
倒角要倒得好。打断是关键,计算方法与倒角深度的计算方法大同小异,同样用正切三角函数来计算。我们应该在靠近反面深2的挖通边与反面深3一个距离打断,这个距离L等于板厚M减去区域深度b再乘以1/2刀具角度c的正切值再加安全系数e
L=(m-b)×tanc/2+e
L:打断距离 m:板厚 b:区域深度
c:倒角刀具度 e:安全系数(一般为0.3mm)
七.波峰焊设计注意事项
1、如何区分插件孔?
A、看插件的丝印字符,如J类接头插件、C类立式电容、L类电感、X类晶振、屏避框、卧式电容、功率晶体管等。如图片所示
一般的插件如立式电容、电感有两个插件孔,功率晶体管有三个插件孔,
其它J类的插件一般为两排脚和两个插件脚等。
B、有的插件很象贴片元件,这时要用图层来区分,同时打开钻孔层和TOP面的贴片层,如果同一位置的钻孔层和贴片层同时存在,那么这个元件就是插队件。
C、一般的螺丝孔和通孔均为单个独立的孔,且没有丝印。
2、设计波峰焊需要哪些图层?
TOP面的贴片、丝印,BOT面的贴片、丝印,钻孔层共五层就可以了。
3、如果PCB板有塑料脚或者金属脚时,需与业务员确认,是否需要避住。
4、设计前,先了解所有需避让元件的高度,深度以插件脚附近的元件为优先考虑,插件脚附件的深度浅有利于反面的倒角
5、无实物板时参考《元件高度表》设计
6、设计导锡槽时,导锡槽的深度应充分考虑正面避元件区域的深度,以免加工是透光及穿孔,可以做多层导锡槽
7、设计插件开通孔时大小以大于距离插件脚3MM为标准,应尽量大,但有的地方贴片离插件太近,则要保证避厚0.5MM以上,又要保证避贴片区域足够大,周时也要保证整个治具使用强度。






